

全國免費報價及訂購熱線
T63鋼筋套筒是適配HRB630(T63/HTRB630)級高強鋼筋的直螺紋機械連接套筒,用于高層建筑、橋梁、大型廠房等高承載力、抗震等級高的結構,核心優勢是強度高、安裝快、接頭性能可靠。

1. 核心參數(符合 JG/T 163?2013、JGJ 107?2016)
材質:45 號優質碳素鋼(退火處理)或合金結構鋼,屈服強度≥630MPa,抗拉強度≥790MPa;套筒承載力≥鋼筋母材標準值的1.1 倍。
規格(常用):
φ16:外徑 24/25.5mm,長度 45mm
φ20:外徑 30/31.5mm,長度 55mm
φ25:外徑 38/39.5mm,長度 65mm
φ32:外徑 50/51.5mm,長度 80mm
螺紋精度:內螺紋6H 級,牙型完整、無斷牙,通止規檢驗合格。
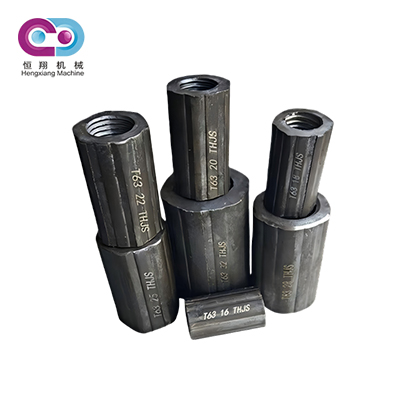
外觀:多棱柱外形(增強混凝土握裹力),表面無裂紋、氣孔、銹蝕。
2. 適用范圍
匹配φ16~φ40mm T63(HRB630)級高強鋼筋的機械連接。
抗震設防烈度8 度及以上的框架柱、梁、剪力墻、基礎等關鍵構件。
重載結構:大型橋梁、港口碼頭、工業廠房、超高層建筑等。
3. 主要特點
超高強度:接頭抗拉強度≥790MPa,達到I 級接頭標準(JGJ 107),可在任何部位連接。
安全可靠:螺紋咬合緊密,力傳遞均勻,抗疲勞、抗脆斷,優于焊接和搭接。
施工高效:現場加工絲頭、套筒連接,不受天氣影響,比焊接快 3~5 倍。
節能環保:無明火、無煙塵,安全文明施工,降低能耗。
T63 鋼筋套筒操作規范(依據 JGJ 107?2016、JG/T 163?2013)
1. 材料與設備準備
鋼筋:T63(HRB630)級,端面平整、無彎曲、無毛刺;端部調直,端面與軸線垂直(誤差≤3°),嚴禁氣割切割。
套筒:有合格證、出廠檢驗報告;外觀無裂紋、銹蝕,螺紋完好;按規格分類堆放,防潮防銹。
設備:直螺紋滾絲機、砂輪切割機、扭矩扳手(精度 ±5%)、通止規、保護帽;設備調試合格,刀具完好。
2. 絲頭加工(關鍵工序)
鋼筋端部平頭:用砂輪切割機切平,去除馬蹄形,保證端面垂直軸線。
滾軋螺紋:
采用專用滾絲輪,匹配 T63 鋼筋規格;
加工時用水溶性冷卻液(嚴禁機油),冷卻潤滑、防螺紋燒傷;
絲頭長度、牙型、螺距與套筒匹配,牙型完整度≥90%,無斷牙、禿牙。
絲頭檢驗:
用通止規檢查:通規能旋入,止規旋入≤3 扣;
外觀:絲頭無裂紋、無銹蝕、無損傷;
合格絲頭戴保護帽,分類堆放,防止污染、磕碰。
3. 套筒安裝連接
清理:鋼筋絲頭、套筒內螺紋清理干凈,無鐵銹、油污、雜物。
對中:將兩根鋼筋同軸對準,擰入套筒,先用手旋合,確保螺紋嚙合順暢、無錯扣。
扭矩緊固:
用校準合格的扭矩扳手擰緊至規定扭矩:
φ16:100N·m
φ20:180N·m
φ25:260N·m
φ32:320N·m
擰緊后,外露絲扣≤2 扣(規范允許范圍)。
標記:每個接頭做扭矩標記,便于追溯檢查。
4. 接頭位置與錯開要求
接頭宜設在受力較小處,避開箍筋加密區(框架柱、梁端部)。
同一連接區段內,鋼筋接頭錯開距離≥35d(d 為鋼筋直徑),且≥500mm;100% 接頭率時必須用 I 級接頭。
同一鋼筋不宜設 2 個及以上接頭;接頭末端至鋼筋彎起點距離≥10d。
5. 質量檢驗與驗收
絲頭檢驗:按批次抽檢,10% 且不少于 10 個,通止規、外觀合格。
接頭力學性能:
每500 個接頭為一驗收批,隨機切取3 個試件做單向拉伸試驗;
合格標準:抗拉強度≥鋼筋母材標準值的 1.1 倍,且斷于鋼筋母材(I 級接頭)。
外觀與扭矩檢查:全數檢查,外露絲扣≤2 扣、扭矩達標、無松動。
專業生產直螺紋鋼筋套筒、雙螺套鋼筋套筒、冷擠壓鋼筋套筒、自鎖式鋼筋套筒、可焊接型鋼筋套筒及鋼筋剝肋滾/車絲機、全自動冷擠壓機、墩粗機等設備,河北恒翔從研制、設計、生產、銷售全流程跟蹤,以優質的服務,低廉的價格,為客戶提供可靠的產品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業園區
電 話:18632802355
電子郵箱:460207955@qq.com
備案號:冀ICP備19031964號-1
全國服務熱線

掃一掃添加微信